




Under formförsöket inträffar ofta formdefekter utan en säker prognos, därför bör en bra formförsöksingenjör ha rik erfarenhet för att bedöma orsaken så snabbt som möjligt, eftersom kostnaden ökar under tiden som spenderas på injektionsmaskinen.
Här samlade vårt team lite erfarenhet, om den här delningen kan ge en liten ledtråd till nytta för din liknande problemlösning, kommer vi att vara mycket glada.
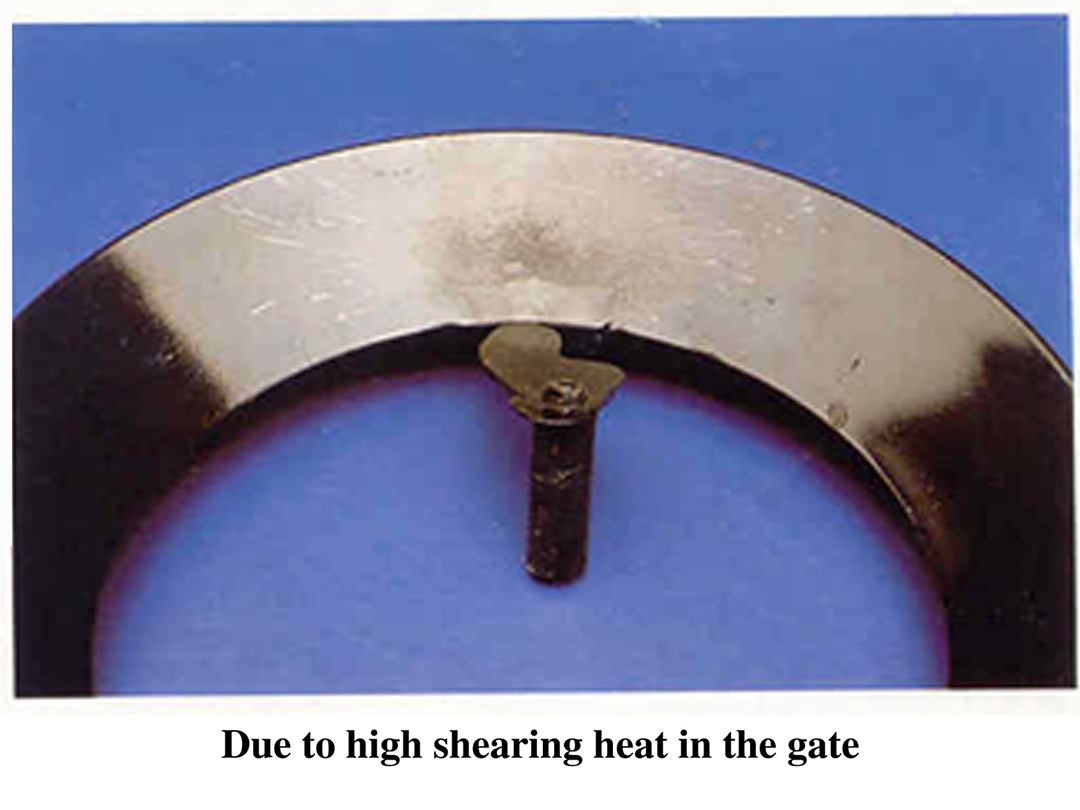
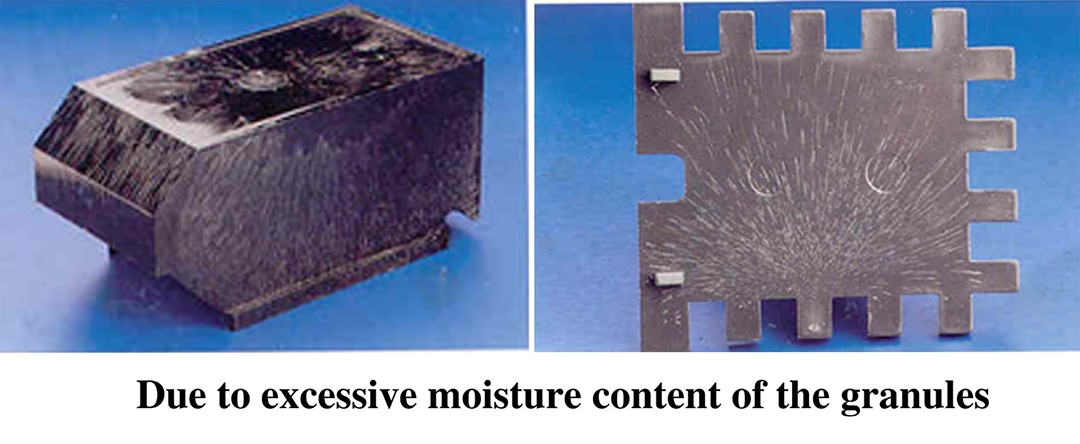
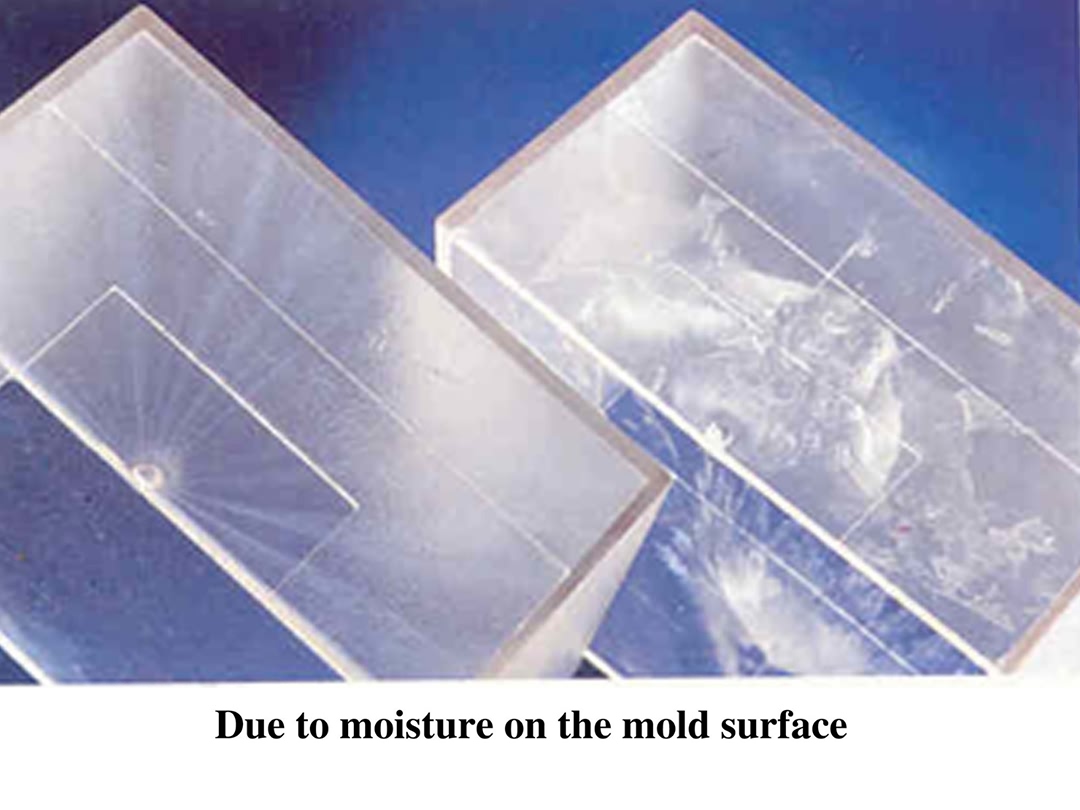
Här pratar vi om tre märken: "Burnt Marks", "Wet Marks" och "Air Marks".

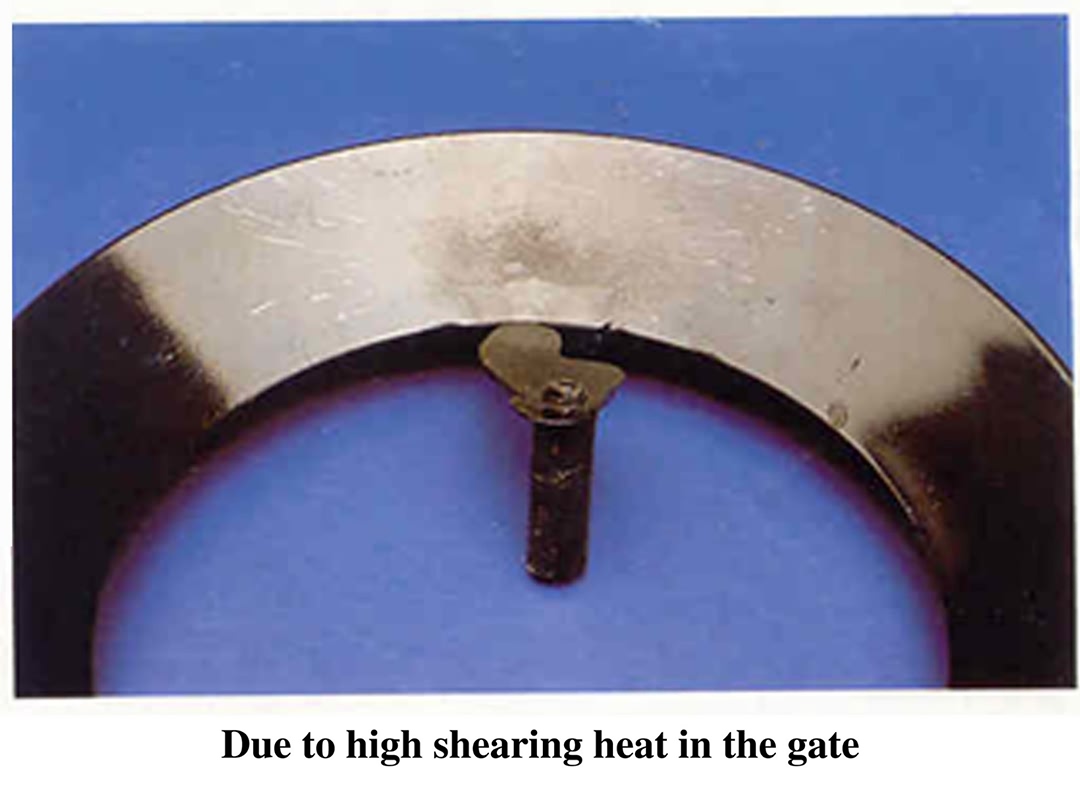
Drag:
·Uppträder med jämna mellanrum
·Visas i det smala tvärsnittet eller luftfällans position
·Smälttemperaturen är nästan den övre gränsen för injektionstemperaturen
·Defekten har en viss effekt genom att reducera pressskruvens hastighet
·Plastiseringstiden är för lång, eller stanna i det främre området av pressskruven för länge
·Det återvunna plastmaterialet används för mycket eller så har materialet smälts flera gånger tidigare
·Visas i formen med hot runner system
·Form med stängt munstycke (avstängningsmunstycke)
Drag:
3, Luftmärken
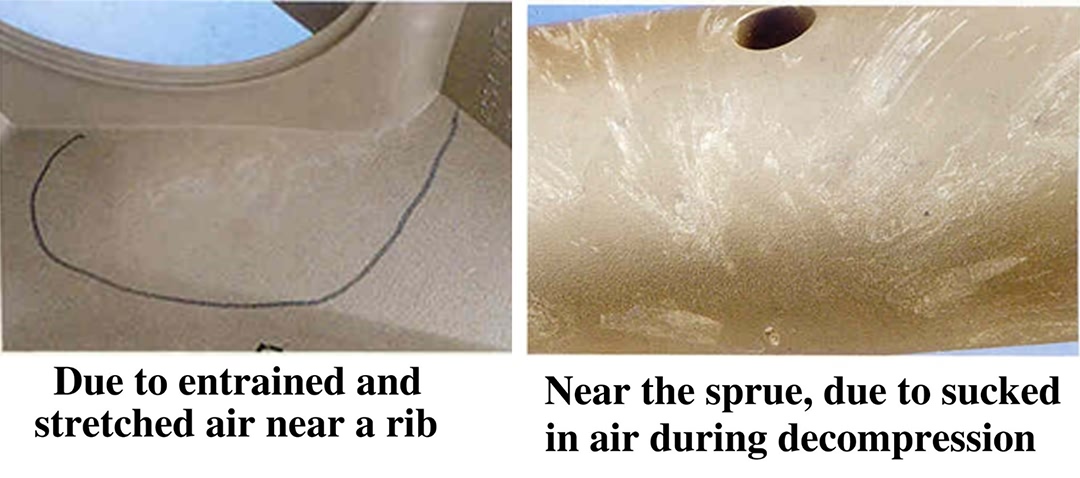
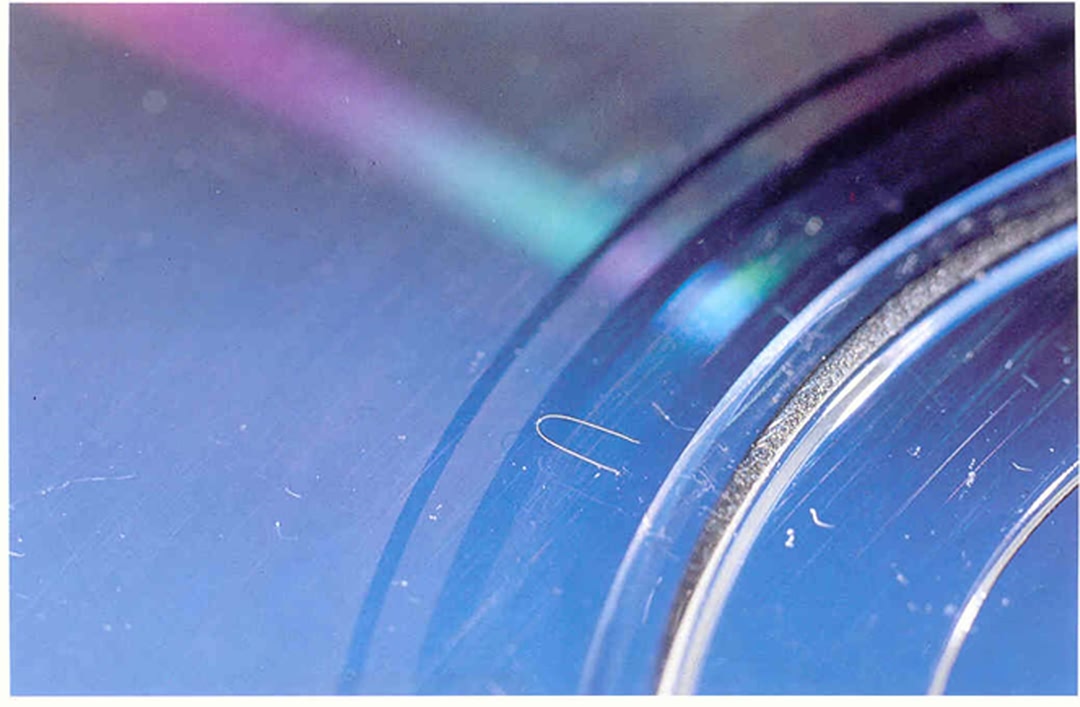
I allmänhet är luftmärkens former grova, med silver eller vit färg, dyker ofta upp i den sfäriska/böjda ytan, ribbor/väggtjocklek ändrar områden eller i närheten av munstycke, grindens ingång uppträder vanligtvis tunt lager av luftmärken; Luftmärken finns också vid gravyren, till exempel: textgravyr eller fördjupningsområde på plats.
Förutom ovanstående typer har vi även "glasfibermärken" och "färgmärken" på delens yta.så i framtiden kommer fler formfelserfarenheter att delas med kära vänner på linkedin, om ni har olika åsikter om mitt inlägg, snälla vänligen låt mig veta dina kommentarer, som vi vet är linkedin alltid en bra plattform för oss att dela, lära oss och förbättra!
Posttid: 26 oktober 2020